Real labor-saving achieved through collaboration between the Rapyuta PA-AMR and the site.
With the staff’s ideas and feedback being swiftly incorporated.
For those exploring the introduction of collaborative robots to improve their logistics warehouses, real-world case studies of companies that have successfully implemented such systems can be highly informative. Here, we will share interviews and insights from actual Rapyuta PA-AMR implementation cases.
Sagawa Global Logistics Co., Ltd.
Industry: 3PL
Number of Staff: 25 persons/day
Number of Units installed: 14 units
AMR Operation Date: October 2021 –
The case study presented here is about Sagawa Global Logistics Co. (SGL), which is a third-party logistics (3PL) company providing logistics consulting and platform logistics services within the SG Holdings Group. The Rapyuta PA-AMR was introduced at the Sakai SRC warehouse, which is also the company’s base in the Kansai region. This is the company’s second installation of Rapyuta PA-AMR, with the first installation at a warehouse in Kashiwa, Chiba Prefecture.
Although full-scale operation began on October 14, 2021, various improvements have been attempted at the site, such as direct picking onto cardboard boxes instead of using containers. We conducted a Q&A interview with those involved in the introduction process at the site from the planning stage to learn about how they proceeded with the introduction.


Q. What was the reason behind the decision to introduce the AMR?
Mr. Hayashi: The Sakai SRC warehouse handles third-party logistics for various products, including cosmetics and supplements that are supplied to small retail stores such as drugstores in the Kansai region. We operate on Saturdays and holidays to align with the retail stores’ operating hours. However, the warehouse is located in the middle of a landfill site and is somewhat far from the station, making it difficult to secure staff. Additionally, since we operate on Saturdays, we have implemented a shift system for the entire staff to avoid overwork from a compliance perspective. However, this inevitably requires us to secure more staff, and we strongly felt the need for labor-saving measures.
Ms. Ota: Moreover, as the staff working at the site are aging, we were looking for the optimal solution to reduce the physical burden on them and achieve labor-saving measures.

Q. Can you explain the process behind the introduction of logistics robots?
Mr. Hayashi: In September 2020, the Rapyuta PA-AMR began full-scale operation at SGL Kashiwa, and we actually visited the Kashiwa site and spoke with the person in charge. We asked about the current status of practical operation and cost, and we felt that it would be possible to introduce it at the Sakai SRC as well, so we began considering it in September. The on-site test was conducted in April of the following year, so it took about six months from consideration to introduction. We could have implemented the system earlier because it had already been introduced in Kashiwa; however, we took some time to consider the target figures, and that delayed the implementation a little bit.
Ms. Ota: We conducted very detailed simulations on productivity in consultation with Rapyuta. We were able to fine-tune the target values to be more realistic by changing conditions such as the number and placement of pickers and the number of units through simulations.
Q. Besides Rapyuta, how many other vendors did you consider, and what was the reason for ultimately choosing Rapyuta PA-AMR?
Mr. Hayashi: We considered two other vendors besides Rapyuta PA-AMR. One was an automated picking cart, and the other was a shelf-conveying GTP. However, with the picking cart, it was difficult to achieve cost-effectiveness due to its size, which made it almost impossible to pass through narrow aisles, and it was not possible to put many units. Regarding the shelf-conveying GTP, it required replacing almost all the infrastructure on the floor, which meant a considerable investment. Additionally, we found that completely automating the system had more disadvantages than advantages in meeting the detailed needs of our customers. Therefore, we needed robots that work with people to meet their detailed needs, and we decided that the picking assist robot (PA-AMR) was the best choice.
Ms. Ota: Specifically for this site, there was a request and feature of putting picked items directly into cardboard boxes rather than containers, which made multiple AMRs the optimal choice.

Q. Could you elaborate on the operation of picking and putting directly into cardboard boxes?
Ms. Ota: Previously, we used to pick items using containers and then transfer them to cardboard boxes during the packing process at the shipping location. We ship to 150 stores every day, but shipments are often concentrated, especially in the first half of the week and on Thursdays. On these days, the time lost in the switching process greatly affects our work progress.
Therefore, we thought that if we set up cardboard boxes directly onto the AMRs and put the picked items in them, the loss would be reduced. This means that we can pick items and directly place them into the designated cardboard boxes, eliminating the need to transfer them to new boxes during the packing process.

Q. Could you elaborate on the specific challenges and precautions involved in handling cosmetics?
Ms. Ota: When handling cosmetics, there are many things to consider when it comes to packaging due to the unique shapes of each product. For example, refill pouches for shampoo have pointed corners that can easily tear other products if shipped together, so we pack them separately in bags. Additionally, while bottles of shampoo and other products fit neatly when laid flat, our shipping rules require them to be packed upright in boxes, which can lead to the need for extra repackaging into larger boxes. Every product has its own unique characteristics and considerations to keep in mind during packaging.

Q. Were there any differences between your assumptions during the simulation and the actual results in reality?
Mr. Hayashi: At this point in time, since the system has not been in operation for long, the ‘total productivity’ from picking to final packaging has not yet yielded clear numerical data. Originally, when the process was carried out by a single person pushing a cart, the average output was around 70 lines per hour. However, after the introduction test began at the end of August, in just one month until the end of September, it had increased to 87 lines. From 70 to 87. Even though we were still in the process of adjusting the operating system, by October, it had improved to around 95 lines. Based on the simulation, our current target is to double the previous productivity to around 139 lines, which was accomplished by a single person picking.
Ms. Ota: Before, we used the single-picking method, where workers would pick items for each order. However, with the introduction of the Rapyuta PA-AMR, we switched to the multi-picking method, which allows us to pick multiple orders simultaneously and sort them at the same time. This alone has greatly improved productivity. At the beginning of the implementation, we observed issues such as robot congestion in certain areas. However, we made small layout changes to alleviate congestion and modified the system, resulting in gradual improvements.

Q. Were there any differences in how the introduction of AMR was perceived and accepted at the actual site before and after its implementation?
Ms. Ota: Currently, there are 14 AMRs and a total of 12 people working in rotating shifts, with six to seven people working on each shift. Although the operating rate is not yet high due to some incomplete system integration, the benefits are already evident. For example, pickers no longer have to push carts loaded with equipment and supplies required for picking, and they don’t have to walk long distances, which has made their work much easier. Many staff members have shared their positive feedback about these changes.
However, those who have not received the full training on the use of AMRs have found it difficult to understand the robot’s movements. Currently, the ratio of hand picking is still high at 7:3, and there are times and locations where it gets congested. The system is still in the adjustment phase since it began operating in August.
Another important point is that operating the AMRs is not difficult. Initially, some workers feared that their jobs would disappear or that the AMRs would be challenging to operate. However, now everyone has mastered the use of AMRs, and the robots have become a beloved presence at the site.

Q. Are there any original operational methods specific to this site?
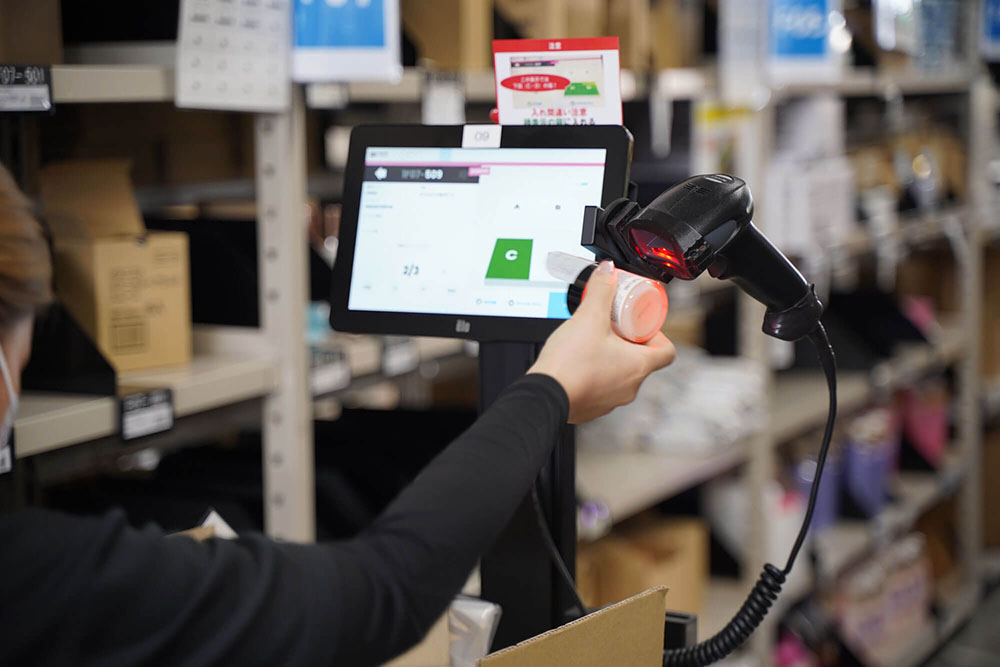
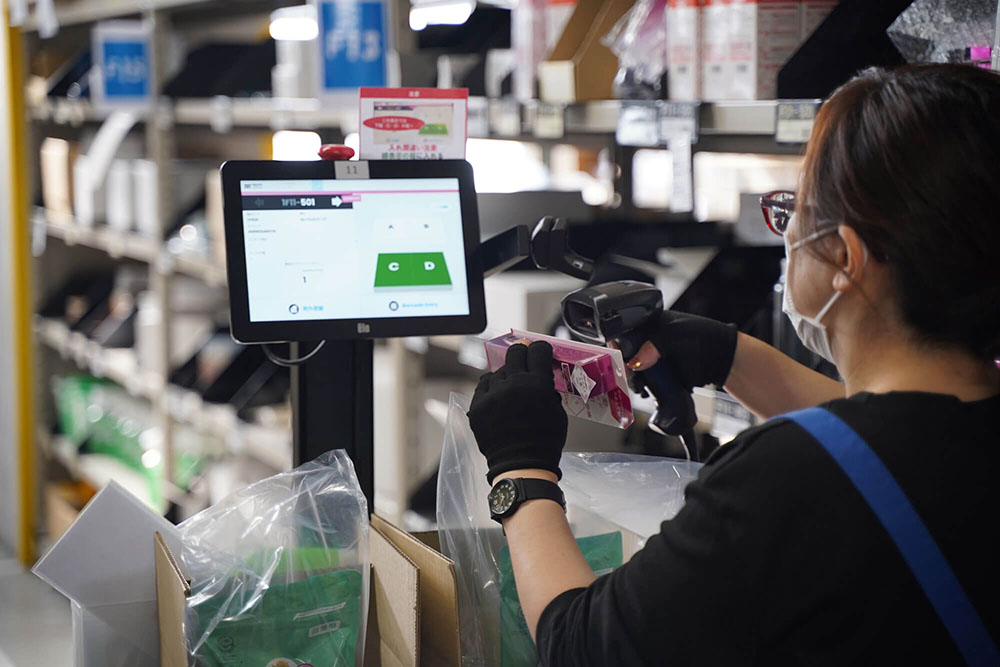
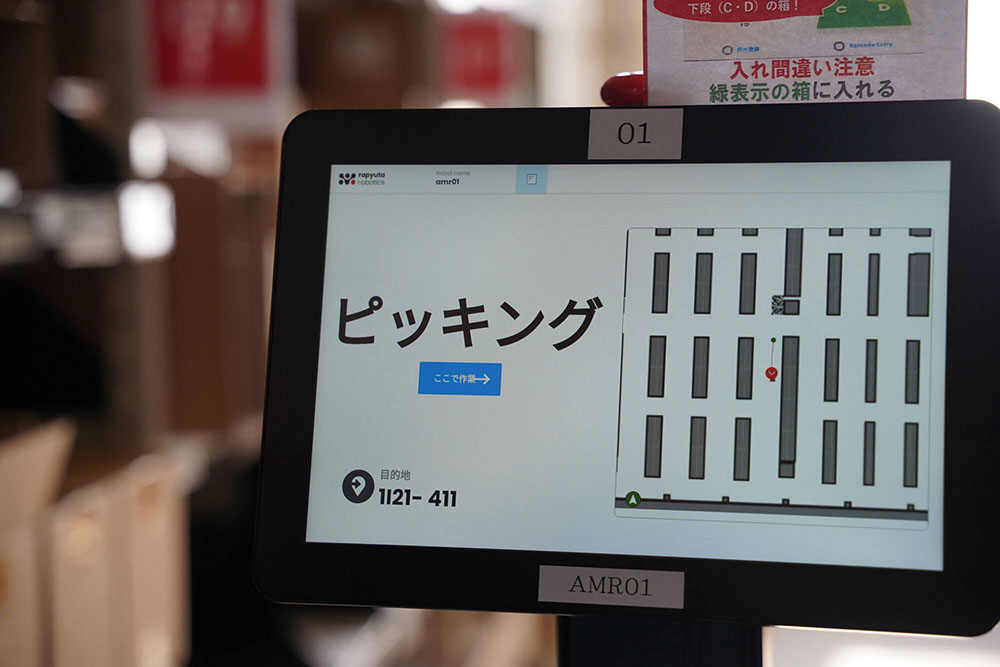
Ms. Ota: We use cardboard boxes for picking, and our unique operational method involves lining up multiple robots at the starting point and setting the specified size of boxes based on the picking list displayed on the screen. We then attach a clip with a barcode, which is scanned by the AMR, along with the shipping label to each box. This helps minimize mistakes by allowing us to scan the barcode and remove the barcode number from the robot during unloading.
In addition, although we started with just four types of cardboard boxes, we sometimes receive orders for multiple items with large volumes. In those cases, we have improved our method by including containers, which were previously used, to allow for picking using either method. These ideas were all born out of our experiences working on the site.
Q. Could you provide some examples of the benefits that you have observed or personally experienced after the implementation of AMR during its operation?
Ms. Ota: Firstly, since the picking list is always displayed on the monitor, we can work without thinking about unnecessary things. Once the picking is finished, the AMR automatically goes to the shipping area, so the picker can find another AMR that is stopped and start the next task, resulting in a significant reduction in the number of steps taken.
After the picking process is complete, previously the pickers would have to manually push the cart to the packaging area and complete the packaging process. However, now once picking is complete, the AMR automatically moves to the unloading area, where another staff member handles the shipping preparations. This allows the picker to focus solely on picking and move on to other tasks, leading to significant labor savings. Particularly for workers in their 50s, this has resulted in a considerable reduction in physical strain and fatigue.
Q. What kind of efforts did you make in terms of operational and training systems when introducing the AMR?
Mr. Hayashi: There are about twenty-five picking staff on the floor every day. At first, we assigned six to seven people as dedicated AMR operators. Initially, we tried to balance the team with a mix of younger staff who were less resistant to machines and part-time staff who had been working for a long time.
We formed an initial team of six to eight people and everyone taught each other while making fine adjustments to the operation on the site. Now everyone is very proactive, and when picking mistakes occur, they come up with improvement ideas like ‘why don’t we do it this way?’ or ‘how about doing it like this?’. As new things come in and this atmosphere of teaching each other develops, understanding on the site deepens, so we feel that we can gradually shift the whole operation to AMR.
Q. Are there any current challenges or issues you are facing with the current system?
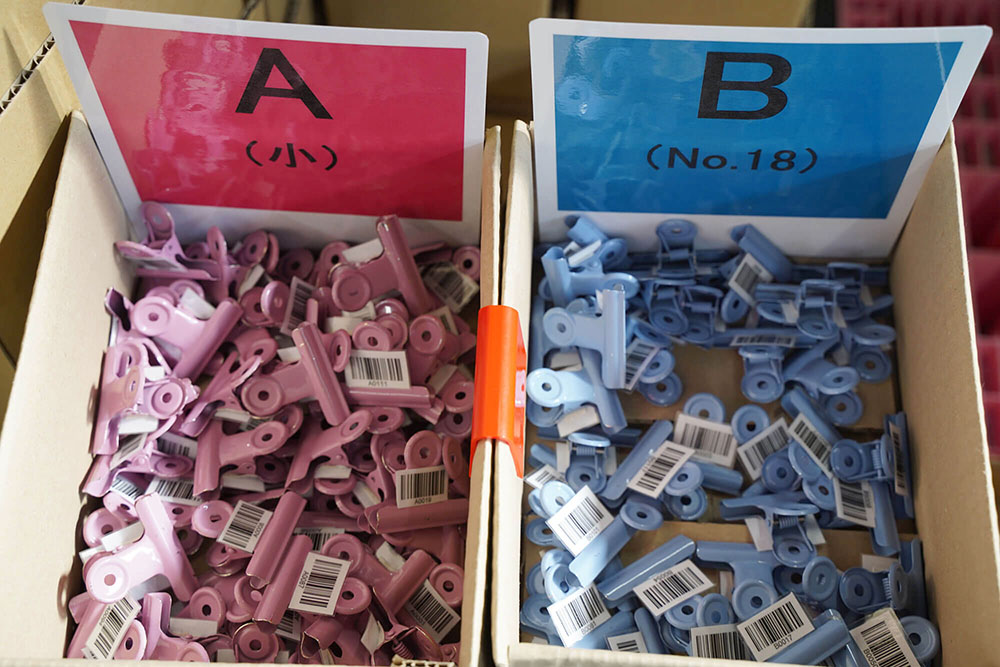
Ms. Ota: In the method of directly inputting products into cardboard boxes, the inspection only occurs during picking, since the only remaining step is to seal the boxes in the unloading area. Initially, there were some cases of product misplacement due to human error despite being careful. To address this issue, we implemented a solution of categorizing cases with numbers (ABCD), which are then clearly displayed on the screen interface to provide easy-to-understand instructions. Additionally, we have requested various functional improvements, such as warnings or sound alerts when incorrect items are detected via cameras and sensors.
Mr. Anubam of the Logistics Engineering Department supported the implementation of AMR at the two sites in Kashiwa, the first case of AMR implementation, and in Sakai this time. We asked him about the differences between the two cases.
Q. What were the differences in the implementation of the AMR system between Kashiwa and Sakai?
Mr. Anubam: In terms of the number of AMRs implemented, there was not a significant difference between Kashiwa and Sakai, with 11 and 14 units respectively. However, the main difference was in the system infrastructure. Kashiwa had an existing warehouse management system (WMS) in operation before the AMRs were introduced, and the system integration with customers was already completed. The Rapyuta AMRs were configured to fit into the existing system, making the implementation relatively smooth. On the other hand, Sakai introduced both the WMS and AMRs at the same time and had to work on integrating them with customers’ systems. This meant that Sakai had a more challenging implementation process, with more trial-and-error processes compared to Kashiwa.
Q. Were there any other differences between the two sites in terms of operations?
Mr. Anubam: Yes, there was another major difference regarding shipment inspections. At Kashiwa, the AMRs transported the loaded containers, and then a shipping inspection was conducted through the warehouse management system (WMS). After the inspection, a delivery note and shipping label were generated, and the shipment was sent out.
However, at Sakai, the shipping inspection process was originally omitted, and even after the implementation of the AMRs, the process of directly placing the products in cardboard boxes during picking remained the same. Therefore, the performance log of the AMRs became crucially important. The final design is such that the WMS immediately retrieves the performance data from the AMR server and proceeds with shipping.
Although the picking coverage rate of the AMRs was originally simulated to be 70%, it currently stands at around 40% due to additional modifications that are still being made. With the upcoming WMS modifications, the workflow will be improved, and the potential of the AMRs will gradually be realized. This will lead to smoother operations at Sakai as well.
Q: Were there any differences in the local characteristics between Kanto and Kansai, as someone who was able to observe the operation at the site?
When I was at Kashiwa, I was in charge of the site, and my main focus was on the actual operations. At Kashiwa, when something went wrong, I often had to ask someone to solve it, but at the Sakai site, I think many people tried to solve the problem themselves. Also, from this Sakai, we had Rapyuta PA-AMR add a function that when you approach a given location, a button that says [Mark as reached] appears so that you can work on it. Staff members who know where the location is are making great use of this function because they want to press this button and quickly move on to the next pick, but since everyone is doing the same thing, there have been AMR traffic jams in unexpected places. It’s a funny story due to the differences in regional characteristics, but I was telling people to be a little patient and wait for the AMRs!
Q. Are there any functional improvements you noticed between the two locations where Rapyuta AMR was deployed over the course of two years?
Mr. Anubam: During the initial deployment in Kashiwa, we experienced a lot of network errors, but we haven’t experienced any in Sakai. The network communication has become much smoother. I believe this was achieved by using feedback from on-site. As a result, the operations at the site have become stress-free and comfortable. In addition, during the picking process for a major retail chain, the shelves were often congested, causing AMRs to become stuck. However, Rapyuta’s on-site staff observed the situation and improved the algorithm for the movement of the AMRs. Rapyuta is very proactive in responding to such specific requests, and this has been a great help.

<Summary>
In the 3PL industry, warehouse systems vary depending on the customer, even within the same company. This case study highlights how the existing infrastructure was modified to meet customer needs when implementing the Rapyuta PA-AMR. It’s crucial for vendors to offer flexible solutions that cater to each client’s unique logistics site and circumstances.



