
Achieving the ideal of immediate competency in manufacturing parts picking through collaborative work of AMR and humans
For those exploring the introduction of collaborative robots to improve their logistics warehouses, real-world case studies of companies that have successfully implemented such systems can be highly informative. Here, we will share interviews and insights from actual Rapyuta PA-AMR implementation cases.
Okuma Corporation Parts Center
Industry: Manufacturing
Number of Units installed: 24 units
AMR Operation Date: May 2023 –
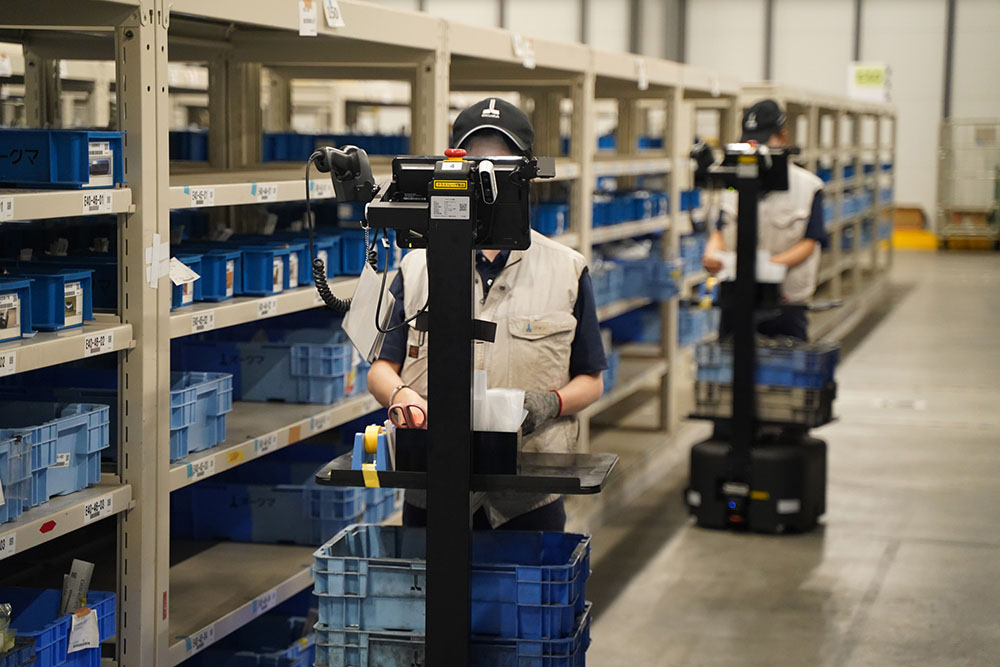
The warehouse we are featuring this time is the parts center of Okuma Corporation, a leading company in the industrial machine tools sector located in Aichi Prefecture. This warehouse specializes in handling the parts necessary for the assembly and manufacturing of their in-house products, including composite processing machines, lathes, and machining centers.
Within this warehouse, approximately 11,000 items required for the assembly of precision machinery are picked and delivered in response to requests from the manufacturing lines. AMRs are actively utilized in an area spanning approximately 650 square meters in this warehouse.
As a warehouse responsible for supplying parts for precision machinery manufacturing, it is crucial to maintain product quality during delivery to prevent any damage. Furthermore, errors such as part mix-ups, which could erode trust in the finished products, are not tolerated. In the past, part shipments were managed using paper-based systems, with experienced staff contributing to improved operational efficiency. However, due to recent labor shortages, securing such skilled workers has become challenging. Therefore, the current workforce primarily consists of trainees from overseas with limited stay periods. The key challenge was to shorten their training period, reduce mistakes, and ensure their immediate readiness for the job.In response to these challenges, the introduction of 24 AMRs has been implemented, and within just a few weeks of their adoption, they have significantly boosted productivity.
We interviewed Ms. Anjo, who was involved in the implementation from the evaluation stage to the actual deployment in the field. We asked her about how she proceeded with the introduction of Rapyuta PA-AMRs, delving into the background, key insights, and other aspects through a Q&A format.

Logistics Control Center, Production & Logistics Management Department, Okuma Corporation
Index
- Characteristics of the site
- Factors behind the consideration of automation equipment
- Reasons for introducing Rapyuta PA-AMR
- Previous picking methods
- Unique requirements requested during implementation
- Reactions and feedback from the on-site team
- Staff training process
- Customized solutions implemented during operations
- Productivity comparison before and after AMR implementation
- Cost benefits before and after deployment
- Rapyuta’s support system
- Future expectations for AMR.

Q. What are the primary product categories and operational features at this center?
At this warehouse, we primarily supply precision parts required for assembling finished industrial machinery at our company’s factory. We have two main categories of items in stock: our in-house processed products made from raw materials and externally sourced purchased products. Based on manufacturing plans, we pick the parts needed on the assembly line and send them to the factory for product assembly.

Q. What factors led your company to contemplate the adoption of automation equipment in your logistics operations?
One of the major challenges we faced was streamlining our operations in preparation for the declining workforce, which was becoming increasingly pronounced. In our operations, picking had been done using a paper-based ‘pick list’ for several decades. This process required staff to memorize shelf layouts and the locations of specific parts, demanding a certain level of experience. As the labor force continued to shrink, it became progressively harder to train new staff to be immediately productive. Additionally, picking errors inevitably occurred until a certain level of proficiency was reached. However, since there was no record of picking history, it was impossible to identify the patterns or causes of these errors and make improvements.
Moreover, our current picking staff is entirely composed of overseas trainees. Since they can only stay in Japan for one year, shorter training periods meant more time available for practical work. Given these circumstances, we began exploring the introduction of automation equipment.
Q. What were the available choices for addressing the challenges, and what were the definitive requirements that had to be met?
Initially, we explored the option of automated warehouses. However, given the layout of our existing shelves, it became clear that automated warehouses might not be the perfect fit. Our headquarters had previously utilized automated warehouses from a different manufacturer, resulting in significant wait times during product retrieval. Furthermore, precise inventory management posed challenges. For instance, the specifications for the products we assemble can change, and even when older specification parts were stored in the same container, managing tasks like retrieval and replacement proved to be difficult. As manual retrieval and insertion became increasingly challenging, there were situations where containers of outdated parts had to remain untouched. This led to the creation of what we refer to as ‘dead space,’ resulting in significant waste.
In light of these considerations, we established specific requirements for the automation equipment we aimed to introduce in this warehouse. It was imperative that the solution not be fully automated. We believed that adopting a balanced approach, with machines and humans sharing approximately equal workloads, would be the most suitable approach. Additionally, achieving labor savings to address the declining workforce, streamlining operations, and controlling post-implementation running costs were crucial factors. As these requirements became clear, we became acquainted with AMRs, which are collaborative robots capable of simplifying tasks while leveraging human judgment. This discovery prompted us to delve into the specific considerations for its implementation.

Q. Could you tell us the background and reasons behind the final decision to choose Rapyuta Robotics’ AMR?
To be honest, it all started when I had a conversation with the team at Rapyuta. That’s when I first got introduced to the concept of AMRs. Afterward, I had the chance to see a live demo of AMRs in a warehouse in Shizuoka. However, at that point, I still had my doubts. But later, at the International Logistics Exhibition in 2022, when we compared Rapyuta’s PA-AMR with various other AMRs, it became clear that its movement was exceptionally smooth and precise.
Also, the fact that it didn’t rely on physical guides and could be controlled solely using mapping data was a key factor. This meant minimal disruption to existing layouts or shelving and the added benefit of adapting to product updates.
Additionally, the pricing model supported the option of implementing it through a subscription. The option to use it via a subscription, thus minimizing upfront costs, was greatly appreciated, both during the approval process within the company and from a cost-efficiency perspective.
Q. What was the previous picking method in the center?
We used a multi-picking system with carts, guided by printed “pick lists.” To efficiently carry out the operations, it required memorizing shelf layouts and knowing where specific parts were stored, necessitating a certain level of experience.
Q. Were there any particular development requirements or unique considerations your company had during the AMR implementation preparations?
The process from the initial exploration of AMR implementation to the final decision took about six months. We didn’t have any unique custom requirements, but we worked with Rapyuta Robotics to make minor adjustments, such as optimizing aisle widths for smooth AMR operation. Apart from that, there were no major changes or adjustments made to our operations or locations. The data integration with our WMS proceeded smoothly.

Q. Could you share any comments regarding the on-site acceptance of AMRs and the feedback or reactions from your staff?
At first, they were somewhat bewildered by the change in working methods, but by the end of the day, they seemed to have adjusted to the change. This was especially noticeable among trainees who are young digital natives, I got the impression that they accepted the touch panel operation without any difficulty. Afterward, I saw staff members teaching each other, suggesting that the learning process was progressing quite swiftly.
Q. How was the training for on-site staff organized and carried out?
Since all of our staff members are overseas trainees, we first translated the instruction manuals provided by Rapyuta into their native languages and distributed them. We then proceeded with hands-on training through on-the-job training.

Q. Could you share any creative solutions that were incorporated during operations after the implementation?
The original shelf arrangement was optimized for paper-based picking to enhance efficiency, so we arranged the most frequently used parts for each product in close proximity to each other. But, with the introduction of AMRs into this setup, there were often overlapping picking sequences, resulting in occasional congestion. To address this issue, we conducted an analysis of the travel data and improved the program to establish a one-way traffic flow for the robots. This prevented situations where AMRs from both sides would get stuck in the same spot and allowed tasks to be processed sequentially, even when lined up in a single row. We created a ‘no-cutting-in smart buffet style’, so to speak, to resolve congestion.
In addition, we’ve implemented a policy where human operators are free to pick items if they are close to the current AMR location, even when utilizing the PGS (Picker Guidance System). This combination of human judgment with the PGS has led to increased overall productivity.

Q. Have you observed any differences in productivity between the preliminary simulation and the actual outcomes of AMR introduction?
Compared to the preliminary simulation, the results have shown a positive trend. We opted for a subscription model and introduced 24 units. Within about a week of operation, we started to see positive effects. At that time, we were achieving 500 picks per hour, and now, we’re achieving 800 picks per hour. Additionally, when AMRs were introduced, we had 22 staff members working on picking. Nowadays, it varies based on workload, but on average, we have around 9 staff members. This has allowed us to reallocate resources to other departments, among other secondary benefits.
Q. Have you started to observe cost benefits before and after implementation?
We have already exceeded our initial expectations in terms of efficiency, to the point where we can reassign workers to other tasks due to the significant increase in work efficiency. Currently, we have implemented 24 AMRs, and one of the attractive aspects of the subscription model is its flexibility in adjusting the number of units, making it easier to control costs in response to fluctuations in demand. Furthermore, since we were able to shorten the training period, newly hired staff members can become productive immediately, and we have reduced picking errors by 90% compared to the previous method. With the use of dashboards, we can monitor picking progress in real-time, significantly improving on-site responsiveness. Additionally, by monitoring data, it has become easier to assess the skills of individual workers, including their work volume, enabling more efficient staff allocation based on their strengths.
Another notable benefit of AMRs collaborating with human workers is the ability to handle “exception cases,” which were previously a source of workflow interruptions. Now, we can resolve them within the same day. Exception handling requires human judgment and cannot be entirely automated, making the collaboration between AMRs and humans a valuable asset.
Q. Could you please share what kind of support was provided by Rapyuta?
We received valuable advice from the implementation support team, tailored to our on-site situation. For instance, before our operations began, we were advised to create gaps within a single row of shelves to allow for smoother AMR movement. After the operations commenced, we received regular reports based on AMR travel data, which included information on areas prone to AMR congestion. As operations progressed, we also had improvement requests from our side. To address these, we established a weekly meeting routine for discussions and coordination. In the following week’s meeting, we received feedback on improvements from the Rapyuta team. This ongoing process of fine-tuning has been greatly facilitated by Rapyuta’s responsiveness to all of our requests, which we greatly appreciate.
Q. How would you assess the overall smoothness of the Rapyuta AMR implementation project?
Regarding the implementation, we held weekly remote meetings for pre-project discussions, which helped us manage the situation and address challenges regularly. I believe the process, from testing to full operation, went quite smoothly. Additionally, we greatly appreciated the quick response to minor specification changes even after it was up and running.

Q. Do you have any expectations or requests for AMR in the future?
I find that having the option to attach worktables to AMRs would be highly beneficial. In fact, we currently use the upper tier of our two-tier AMR shelves as worktables. This space serves various purposes, such as separating assembled parts, performing on-the-spot packaging to prevent damage, and labeling. Maintaining precision is crucial because mistakenly incorporating the wrong parts during product assembly and delivering them to customers would damage our reputation. Therefore, labeling is an essential step.
Given this background, we found that having worktables for our AMRs was a necessity. Currently, we have repurposed one tray as a worktable, instead of using two containers, and we operate the AMRs for single picking instead of multi-picking.
While multi-picking is undoubtedly more efficient, Rapyuta strongly recommended it when we discussed this matter, however, in the manufacturing industry, the supply of parts doesn’t conclude with shipping; it marks the starting point of becoming an integral part of new products. Hence, we prioritize quality over efficiency in this context, utilizing worktables and single picking. We have achieved maximum efficiency even with single picking. Nevertheless, based on our data analysis, we believe there is still room for further optimization within our warehouse. Therefore, we are currently considering expanding our collaborative area by adding approximately ten more AMRs.




